the primotec dental phaser welder based on pulsed micro arc technology are optimized for easy, fast and reliable welding of all types of dental welding jobs
-

phaser mx2-1151
The high-end phaser developed for customers who accept nothing but the best, the phaser mx2-1151 marks the peak of pulsed micro arc welding Technology from primotec.
-

phaser mx2-1151
the convenient all-rounder in a newly designed, particularly compact configuration.
-

Very clean and oxide free welds
due to the Argon gas being led precisely to the welding area right through the handpiece. -

Further improved pulse shaping technology
for even stronger and cleaner welds -

First time applied for dental welding
high frequency pulse overlapping for even smoother and denser welds
-

Very small heat affected zone
One of the great advantages of phaser welding over soldering is the very small heat affected zone which allows welding right next to porcelain or acrylic.
-

Maximum flexibility
as the handpiece can be either free to move or fixed in the handpiece holding arm. -

Most reliable ignition in the micro level
At the same time high power reserve at the high end.








able to weld ALL dental alloys, including Palladium-Silver, even easier, even more gentle and even more versatile.
PRODUCT DETAILS
case pictures
























uses
wide spectrum of uses:
The primotec phaser pulsed micro arc welding unit can weld:
- all dental welding jobs, no matter if it is for new restorations or for repairs
- all dental alloys and mono metals such as Titanium
- different alloy combinations such as precious to cobalt-chrome (Hybrid)
- many welding tasks on orthodontic appliances
easily, safely and most reliably.
The 13 preset programs of the new phaser welding units cover all current types of alloys and welding tasks in the dental field. Alloys, commonly known as difficult to weld, such as Palladium-Silver are now perfectly preprogrammed and no longer critical.
advantages
The primotec phaser is the most sold pulsed micro arc welding unit for dental technology worldwide

easiest operation due to
- turn and push controller with just one main menu
- 13 preset...

- The only dental welding unit that combines four different welding modes: pulse arc, micro arc, contact and...

- maintenance free
- super low running costs (just Argon gas and tungsten electrodes) ...

phaser welding helps to
- increase quality and profits
- generate new business ...
innovations
The new phaser innovations in detail

pulse shape and HF overlapping
With the greatly improved, new phaser pulse shaping technology the...

Welding without the tungsten electrode. To join two parts with this welding program, one part of the workpiece is...

Typical cases for pin welding are i.e. to directly weld a retention wire to a partial for an extension of one...

Due to the latest energy storage technology applied, the maximum power of both phasers could be increased by 30%...

The advanced electronics of the phasers makes sure that the arc is reliably ignited in the micro range even if...

Besides the 13 preset welding programs, both new phaser models provide 7 free programmable spaces to save individual...

When set on “Auto” both phaser models switch to maximum impulse frequency (welds per second) depending on the...

Changing the ignition mode to “soft” makes the arc slightly wider. When mode is set on “deep”, the arc is tied up...

The handpiece has been newly designed to react even faster than before. As a result possible differences in the...


originally developed to make dental welding accessible to a wide...

latest developments in electronics and control engineering helped...

the impulse modulation could be further refined and combined with a high-frequency...

due to the application of these latest technologies the spectrum of uses could be...

the operation concept is designed in a way that only the alloy type that shall be...
the different models

as the successor of the best-seller mx1 the phaser mx2 unites all the new developments of primotec’...
product pictures
















working procedure
interproximal cut
bar between abutments
cut through pontic
fixing a rocking bridge through controlled distortion
cut through pontic
fixing a rocking bridge through controlled distortion
cast bridge element to Captek or electroformed coping
repair of and incisal bubble
secondary crown to partial
attachment to partial
cast base extension
broken sublingual bar repair
broken clasp repair
strength of a proper welding joint
technical tips
Especially Palladium-Silver alloys and Cobalt-Chrome alloys with relatively high carbon content are said to be difficult to weld. Because of the almost eutectic behavior of these alloy types, micro cracks in the welding spot tend to appear easily.
Due to the specially developed pulse shapes with HF overlapping for these alloy types this problem can now be considered as solved. However, if material needs to be added, the welding wire for Palladium-Silver alloys has to be of high gold content. As for Cobalt-Chrome alloys, it is a must to use machined carbon free wires only.
Always remember that the weld or arc comes from the work back to the hand piece. The hand piece does not “shoot” a weld. When adding metal back always keep the welding wire between you and the electrode.
background
The primotec phaser is a pulsed arc micro welder developed to make dental welding accessible and affordable to all dental laboratories.
It provides the exact same quality welds as a traditional laser welder (see study). Argon gas flows through the hand piece and focuses on the welding area creating a clean and oxygen free environment, leading to stronger weld joints. The welding or heat affected area is so small that it can easily be done next to acrylic or porcelain. Individually adjustable time and power allow exact control over the welding spot diameter and penetration depth. This allows for welding of all dental alloys.
FAQ`s
1. Which alloys and metals can I use for welding?
- All precious metal alloys containing gold, silver, platinum and palladium.
- Cobalt-chrome alloys, nickel-chrome and titanium.
- with certain limitations (depending on the alloys), aluminum, stainless steel, tin and most brass alloys.
2. Do all alloys behave the same during welding?
No – the welding result depends on the melting range and the thermal conductivity of the alloy. For example, the lower an alloy's thermal conductivity, the less energy (power X impulse time) is required to melt it.
3. Can I weld right next to acrylic and ceramic?
Yes – the heat-affected zone during welding with the primotec phaser is comparable to the heat that develops during laser welding.
4. Can I also weld without inert gas?
- No – welding without inert gas produces strong oxidation and soot formation at the welding site. Moreover, it is not possible on the phaser because of its Auto-Stop function.
- Without inert gas the spot welds will become porous and loose their stability.
5. Can I use a different inert gas besides Argon grade 5?
In principle, yes. However, we recommend Argon grade 5, because we have obtained the best results with it.
6. How much gas is consumed during welding?
Each spot weld consumes about 0.1 to 0.2 liters of gas. A 10-liter bottle contains 2,000 liters of gas. That means more than 10,000 welds per filling.
7. Can I use welding wire?
Yes – we recommend welding wire made of the same kind of material with a thickness of 0.35mm to 0.50mm.
8. Can I add solder?
No – Solder tends to "scorch" because of its low-melting components. That is the reason why you should never weld on solder points.
9. How deep do spot welds penetrate into the material?
The penetration depth depends on the energy settings for welding (power X impulse time), the thermal conductivity of the material to be welded and the angle at which the electrode tip is held.
That means that the higher the welding energy and the lower the thermal conductivity, the deeper the penetration of the spot weld will be.
10. Can I weld different alloys together?
Yes – You can even weld together alloys that have very different properties, such as gold with cobalt-chrome alloys.
Titanium can only be welded to Titanium
11. Can the spot welds take up tungsten particles from the electrode tip?
- If the phaser is not operated properly, it cannot be entirely ruled out that tungsten particles may end up in the spot weld.
- However, this is highly unlikely when the phaser is operated properly.
Advise: Always work with a sharpend tungsten electrode
12. How thin can the material to be welded be?
Depending on the material, it should have a minimum layer thickness of 0.1 to 0.2mm.
13. What kind of operating and maintenance costs can I reckon with?
- The welder is maintenance free.
- Under normal operating conditions, you only have to pay the low costs for Argon gas and for wear-and-tear of the electrodes.
14. How many spot welds are possible with one electrode?
Since the tips of tungsten electrodes have to be sharpened, they get shorter over time. Electrode lifetime is about 1,000 spot welds.
publications










ordering info

main controller unit
with power cable 115 Volt, integrated operating panel with turn and push button, handpiece with...
... and Connecting-Set (essential für handling)
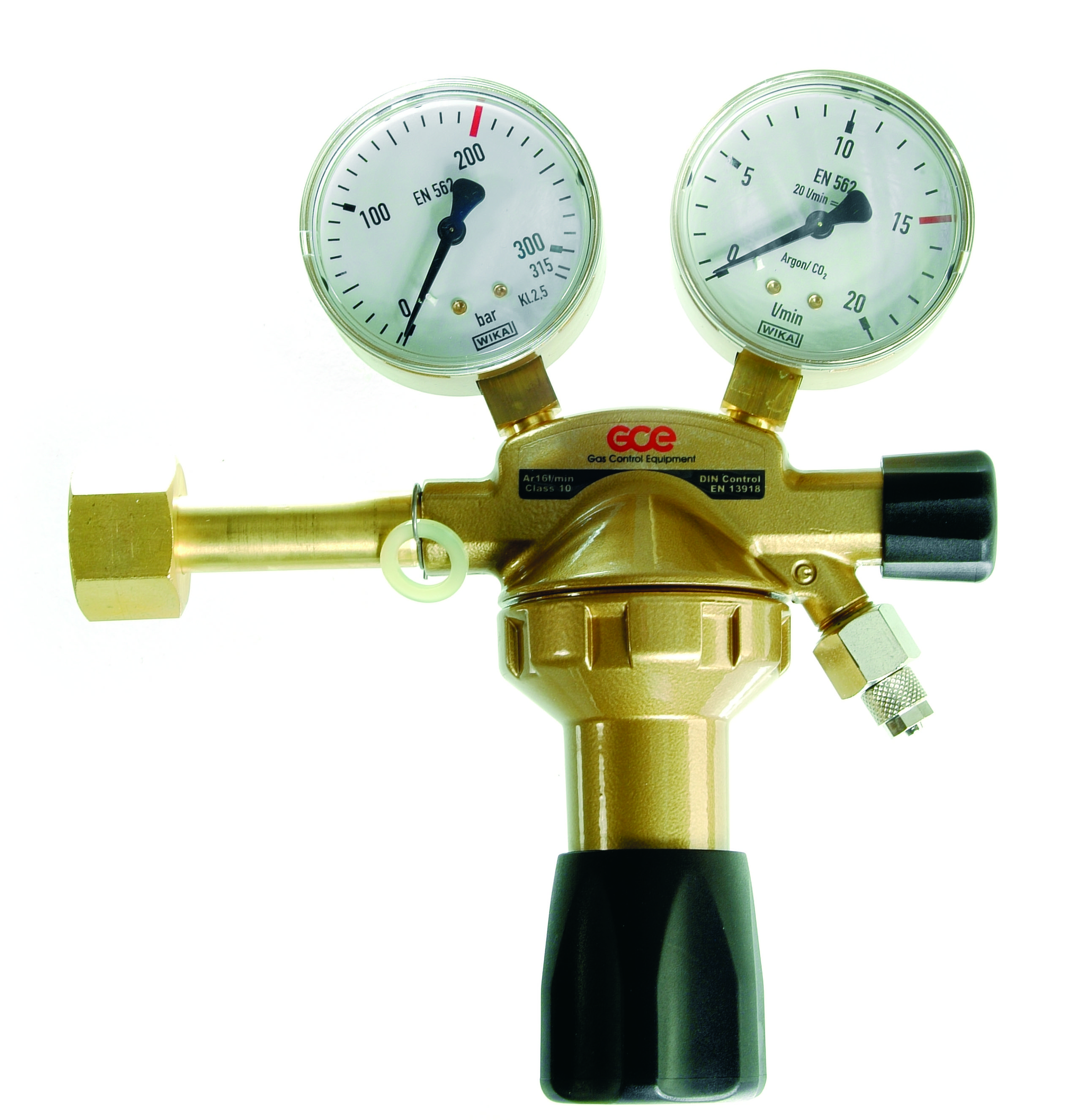
pressure reducer (manometer) for Argon 4.6...



- Joker
- 2 cast cobalt-chrome tips
- 12 plastic tips
- phaser connection cable with plug
- Instruction manual

the quinto is a very precise yet simple solution for fixing even the most complex dental restoration on the model.
model base...

individual engine with a diamond disc for sharpening the tips of the tungsten electrodes. Only for...

includes
· connecting cable (75cm)
· adapter cable (13cm)
· 10 pins (1,3mm) and
· pin welding adapter





with mandrel, diameter 19mm, for sharpening the tips of the special tungsten electrodes, for use with handpiece

diameter 19mm, for sharpening the tips of the special tungsten electrodes for use with Diamond-Drive




downloads





product details
wide spectrum of uses:
The primotec phaser pulsed micro arc welding unit can weld:
- all dental welding jobs, no matter if it is for new restorations or for repairs
- all dental alloys and mono metals such as Titanium
- different alloy combinations such as precious to cobalt-chrome (Hybrid)
- many welding tasks on orthodontic appliances
easily, safely and most reliably.
The 13 preset programs of the new phaser welding units cover all current types of alloys and welding tasks in the dental field. Alloys, commonly known as difficult to weld, such as Palladium-Silver are now perfectly preprogrammed and no longer critical.
The primotec phaser is the most sold pulsed micro arc welding unit for dental technology worldwide
easiest operation due to
- turn and push controller with just one main menu
- 13 preset...
- The only dental welding unit that combines four different welding modes: pulse arc, micro arc, contact and...
- maintenance free
- super low running costs (just Argon gas and tungsten electrodes) ...
phaser welding helps to
- increase quality and profits
- generate new business ...
The new phaser innovations in detail
pulse shape and HF overlapping
With the greatly improved, new phaser pulse shaping technology the...
Welding without the tungsten electrode. To join two parts with this welding program, one part of the workpiece is...
Typical cases for pin welding are i.e. to directly weld a retention wire to a partial for an extension of one...
Due to the latest energy storage technology applied, the maximum power of both phasers could be increased by 30%...
The advanced electronics of the phasers makes sure that the arc is reliably ignited in the micro range even if...
Besides the 13 preset welding programs, both new phaser models provide 7 free programmable spaces to save individual...
When set on “Auto” both phaser models switch to maximum impulse frequency (welds per second) depending on the...
Changing the ignition mode to “soft” makes the arc slightly wider. When mode is set on “deep”, the arc is tied up...
The handpiece has been newly designed to react even faster than before. As a result possible differences in the...
originally developed to make dental welding accessible to a wide...
latest developments in electronics and control engineering helped...
the impulse modulation could be further refined and combined with a high-frequency...
due to the application of these latest technologies the spectrum of uses could be...
the operation concept is designed in a way that only the alloy type that shall be...
as the successor of the best-seller mx1 the phaser mx2 unites all the new developments of primotec’...
interproximal cut
bar between abutments
cut through pontic
fixing a rocking bridge through controlled distortion
cut through pontic
fixing a rocking bridge through controlled distortion
cast bridge element to Captek or electroformed coping
repair of and incisal bubble
secondary crown to partial
attachment to partial
cast base extension
broken sublingual bar repair
broken clasp repair
strength of a proper welding joint
Especially Palladium-Silver alloys and Cobalt-Chrome alloys with relatively high carbon content are said to be difficult to weld. Because of the almost eutectic behavior of these alloy types, micro cracks in the welding spot tend to appear easily.
Due to the specially developed pulse shapes with HF overlapping for these alloy types this problem can now be considered as solved. However, if material needs to be added, the welding wire for Palladium-Silver alloys has to be of high gold content. As for Cobalt-Chrome alloys, it is a must to use machined carbon free wires only.
Always remember that the weld or arc comes from the work back to the hand piece. The hand piece does not “shoot” a weld. When adding metal back always keep the welding wire between you and the electrode.
The primotec phaser is a pulsed arc micro welder developed to make dental welding accessible and affordable to all dental laboratories.
It provides the exact same quality welds as a traditional laser welder (see study). Argon gas flows through the hand piece and focuses on the welding area creating a clean and oxygen free environment, leading to stronger weld joints. The welding or heat affected area is so small that it can easily be done next to acrylic or porcelain. Individually adjustable time and power allow exact control over the welding spot diameter and penetration depth. This allows for welding of all dental alloys.
1. Which alloys and metals can I use for welding?
- All precious metal alloys containing gold, silver, platinum and palladium.
- Cobalt-chrome alloys, nickel-chrome and titanium.
- with certain limitations (depending on the alloys), aluminum, stainless steel, tin and most brass alloys.
2. Do all alloys behave the same during welding?
No – the welding result depends on the melting range and the thermal conductivity of the alloy. For example, the lower an alloy's thermal conductivity, the less energy (power X impulse time) is required to melt it.
3. Can I weld right next to acrylic and ceramic?
Yes – the heat-affected zone during welding with the primotec phaser is comparable to the heat that develops during laser welding.
4. Can I also weld without inert gas?
- No – welding without inert gas produces strong oxidation and soot formation at the welding site. Moreover, it is not possible on the phaser because of its Auto-Stop function.
- Without inert gas the spot welds will become porous and loose their stability.
5. Can I use a different inert gas besides Argon grade 5?
In principle, yes. However, we recommend Argon grade 5, because we have obtained the best results with it.
6. How much gas is consumed during welding?
Each spot weld consumes about 0.1 to 0.2 liters of gas. A 10-liter bottle contains 2,000 liters of gas. That means more than 10,000 welds per filling.
7. Can I use welding wire?
Yes – we recommend welding wire made of the same kind of material with a thickness of 0.35mm to 0.50mm.
8. Can I add solder?
No – Solder tends to "scorch" because of its low-melting components. That is the reason why you should never weld on solder points.
9. How deep do spot welds penetrate into the material?
The penetration depth depends on the energy settings for welding (power X impulse time), the thermal conductivity of the material to be welded and the angle at which the electrode tip is held.
That means that the higher the welding energy and the lower the thermal conductivity, the deeper the penetration of the spot weld will be.
10. Can I weld different alloys together?
Yes – You can even weld together alloys that have very different properties, such as gold with cobalt-chrome alloys.
Titanium can only be welded to Titanium
11. Can the spot welds take up tungsten particles from the electrode tip?
- If the phaser is not operated properly, it cannot be entirely ruled out that tungsten particles may end up in the spot weld.
- However, this is highly unlikely when the phaser is operated properly.
Advise: Always work with a sharpend tungsten electrode
12. How thin can the material to be welded be?
Depending on the material, it should have a minimum layer thickness of 0.1 to 0.2mm.
13. What kind of operating and maintenance costs can I reckon with?
- The welder is maintenance free.
- Under normal operating conditions, you only have to pay the low costs for Argon gas and for wear-and-tear of the electrodes.
14. How many spot welds are possible with one electrode?
Since the tips of tungsten electrodes have to be sharpened, they get shorter over time. Electrode lifetime is about 1,000 spot welds.
main controller unit
with power cable 115 Volt, integrated operating panel with turn and push button, handpiece with...
... and Connecting-Set (essential für handling)
pressure reducer (manometer) for Argon 4.6...
- Joker
- 2 cast cobalt-chrome tips
- 12 plastic tips
- phaser connection cable with plug
- Instruction manual
the quinto is a very precise yet simple solution for fixing even the most complex dental restoration on the model.
model base...
individual engine with a diamond disc for sharpening the tips of the tungsten electrodes. Only for...
includes
· connecting cable (75cm)
· adapter cable (13cm)
· 10 pins (1,3mm) and
· pin welding adapter
with mandrel, diameter 19mm, for sharpening the tips of the special tungsten electrodes, for use with handpiece
diameter 19mm, for sharpening the tips of the special tungsten electrodes for use with Diamond-Drive